




 1、产品图片仅供参考,不能作为您选型购买的依据;2、联系时说明您是在[ 智能装备网 ]看到的。
1、产品图片仅供参考,不能作为您选型购买的依据;2、联系时说明您是在[ 智能装备网 ]看到的。买家还在看
 海纳TAP200R立铣刀杆 ¥18.00/支
海纳TAP200R立铣刀杆 ¥18.00/支  【单角度铣刀工具磨床 ¥10280.00/支
【单角度铣刀工具磨床 ¥10280.00/支  ** 高速钢倒角刀 高速 ¥10.00/支
** 高速钢倒角刀 高速 ¥10.00/支
 密齿立铣刀 常州佳拓 ¥10.00/支
密齿立铣刀 常州佳拓 ¥10.00/支  ** 株洲合金刀片 硬质 ¥3.50/支
** 株洲合金刀片 硬质 ¥3.50/支  供应SDK4*50LSDK钨钢 ¥32.00/支
供应SDK4*50LSDK钨钢 ¥32.00/支
 钎焊金刚石 石英石刀 ¥27.00/支
钎焊金刚石 石英石刀 ¥27.00/支  GSTK¢2.54*R0.1*3*D4 ¥38.00/支
GSTK¢2.54*R0.1*3*D4 ¥38.00/支  正宗株洲钻石牌硬质合 ¥4.90/支
正宗株洲钻石牌硬质合 ¥4.90/支

普通会员
海纳TAP200R立铣刀杆 ¥18.00/支 【单角度铣刀工具磨床 ¥10280.00/支 ** 高速钢倒角刀 高速 ¥10.00/支 密齿立铣刀 常州佳拓 ¥10.00/支 ** 株洲合金刀片 硬质 ¥3.50/支 供应SDK4*50LSDK钨钢 ¥32.00/支 钎焊金刚石 石英石刀 ¥27.00/支 GSTK¢2.54*R0.1*3*D4 ¥38.00/支 正宗株洲钻石牌硬质合 ¥4.90/支 
¥5.60/支

¥72.00/支

¥35.00/支

¥18.00/支

¥10.00/支

¥40.00/支
| 类型 | 角铣刀 |
|---|---|
| 材质 | 钨钢 |
| 是否涂层 | 涂层 |
| 是否进口 | 是 |
| 适用机床 | 铣床 |
| 加工范围 | 加工THRC55以下之钢铸件 |
| 标准编号 | 003 |
| 是否标准件 | 标准件 |
| 规格 | 4MM*R0.5 |
| 样品或现货 | 现货 |
| 是否提供加工定制 | 是 |
| 是否库存 | 库存 |
| 是否批发 | 批发 |
| 建议零售价 | 45.00 |
| 品牌 | BOSHI |
| 型号 | 标准型 |

适用材料:适于加工淬火钢、不锈钢、淬硬不锈钢、镍合金和钛合金、铸铁、玻璃纤维增强复合材料等
主要特性:细颗粒碳化钨棒料韧性高,被覆TiAIN,耐磨性高,能对热处理模具直接进行粗加工到精加工,减少换刀
次数,提高机床效率,减少模具制作过程;建议加工THRC55以下之钢铸件,中高转速。
| 钨钢铣刀系列 | |||||
| 钨**分类 | 规格*柄径*全长(MM) | 加工HRC45°系列单价 | 加工HRC55°系列单价 | 加工HRC65°系列单价 | |
| 钨钢R角刀 | 4.0mm*0.2R 0.5R*4柄*50L | 30.00 | 72.00 | 120.00 |
| 6.0mm*0.2R 0.5R*6柄*50L | 50.00 | 112.00 | 190.00 | |
| 8.0mm*0.5R 1.0R*8柄*60L | 84.00 | 202.00 | 314.00 | |
| 10.0mm*0.5R 1.0R*10柄*75L | 134.00 | 308.00 | 514.00 | |
| 12.0mm*0.5R 1.0R*12柄*75L | 168.00 | 436.00 | 708.00 | |
| 加长R角刀 | 6.0mm*0.2R 0.5R*6柄*75L | 194.00 | ||
| 6.0mm*0.2R 0.5R*6柄*100L | 246.00 | |||
| 8.0mm*0.5R 1.0R*8柄*100L | 342.00 | |||
| 10.0mm*0.5R 1.0R*10柄*100L | 484.00 | |||
| 12.0mm*0.5R 1.0R*12柄*100L | 644.00 |
小知识:
刀具按切削运动方式和相应的刀刃形状,刀具又可分为三类。通用刀具,如车刀、刨刀、铣刀(不包括成形的车刀、成形刨刀和成形铣刀)、镗刀、钻头、扩孔钻、铰刀和锯等;成形刀具,这类刀具的刀刃具有与被加工工件断面相同或接近相同的形状,如成形车刀、成形刨刀、成形铣刀具按切削运动方式和相应的刀刃形状,刀具又可分为三类。通用刀具,如车刀、刨刀、铣刀(不包括成形的车刀、成形刨刀和成形铣刀)、镗刀、钻头、扩孔钻、铰刀和锯等;成形刀具,这类刀具的刀刃具有与被加工工件断面相同或接近相同的形状,如成形车刀、成形刨刀、成形铣刀、拉刀、圆锥铰刀和各种螺纹加工刀具等;展成刀具是用展成法加工齿轮的齿面或类似的工件,如滚刀、插齿刀、剃齿刀、锥齿轮刨刀和锥齿轮铣刀盘等。 |

¥163.00/支

¥5.00/支

¥608.00/支

¥18.92/支

¥38.00/支
¥57.60/支
¥25.00/支

¥160.00/支

¥10.00/支

¥1.00/支
本网页所展示的有关【德国BOSHI钨钢涂层圆鼻铣刀-标准型2/4刃(R角刀)】的信息/图片/参数等由的会员【 东莞市长安齐泰模具五金店 】提供,由智能装备网会员【 东莞市长安齐泰模具五金店 】自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,交易前请与卖家联系,谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。您在本网页可以浏览【德国BOSHI钨钢涂层圆鼻铣刀-标准型2/4刃(R角刀)】有关的信息/图片/价格等及提供 【德国BOSHI钨钢涂层圆鼻铣刀-标准型2/4刃(R角刀)】的商家公司简介、联系方式等信息。
在您的合法权益受到侵害时,请您致电0755-27219112,我们将竭诚为您服务,感谢您对智能装备网的关注与支持!

周一至周五 AM9:00 - PM18:00
积分充值:wei.z@wtmro.com
投诉建议:info@wtmro.com

扫码关注或加入QQ群(577347244)
 第1年
第1年





 焊刃式燕尾槽铣刀,镶合金鸠尾槽型
焊刃式燕尾槽铣刀,镶合金鸠尾槽型  BOSHI钨钢涂层圆鼻铣刀-标准型2/4刃
BOSHI钨钢涂层圆鼻铣刀-标准型2/4刃  德国BOSHI微径钨钢涂层铣刀-平刀球
德国BOSHI微径钨钢涂层铣刀-平刀球 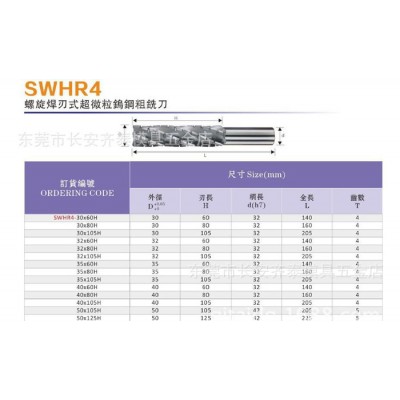 螺旋焊刃式钨钢粗皮铣刀,镶合金粗
螺旋焊刃式钨钢粗皮铣刀,镶合金粗  焊刃式倒角刀,镶合金(镶钨钢)45
焊刃式倒角刀,镶合金(镶钨钢)45  订制非标焊刃铣刀,焊刃刀具,镶钨钢
订制非标焊刃铣刀,焊刃刀具,镶钨钢  德国BOSHI钨钢涂层加工HRC55度以下
德国BOSHI钨钢涂层加工HRC55度以下  德国BOSHI钨钢涂层球头立铣刀-标准
德国BOSHI钨钢涂层球头立铣刀-标准  台湾LV钨钢涂层铣刀
台湾LV钨钢涂层铣刀  经营性网站备案信息
经营性网站备案信息 ICP经营许可证
ICP经营许可证 营业执照副本
营业执照副本 不良信息举报中心
不良信息举报中心